What kind of testing has been done to ensure the China electrical hoist’s performance?
These tests are conducted during different stages of the hoist’s development, production, and quality control processes. Here are some common types of testing that may be performed:
- Load Testing:
- Static Load Test: Hoists are subjected to loads exceeding their rated capacity to ensure they can safely handle heavy loads without failure.
- Dynamic Load Test: Hoists are tested under dynamic conditions to simulate real-world lifting scenarios and evaluate their performance, stability, and safety.
- Durability Testing:
- Endurance Testing: Hoists undergo continuous operation under varying loads and conditions for extended periods to assess their durability and reliability over time.
- Cycle Testing: Hoists are subjected to repeated lifting and lowering cycles to evaluate the longevity of critical components and mechanisms.
- Safety Testing:
- Overload Testing: Hoists are tested to determine their performance and behavior under overload conditions, China electrical hoist ensuring they have appropriate safety mechanisms to prevent failure or collapse.
- Emergency Stop Testing: The emergency stop functionality is tested to ensure it effectively halts hoist operation in emergency situations.
- Safety Limit Switch Testing: Safety limit switches are tested to verify their accuracy and reliability in stopping the hoist when predetermined limits are reached.
- Environmental Testing:
- Temperature Testing: Hoists are tested under extreme temperature conditions to assess their performance and reliability in different environments.
- Humidity Testing: Hoists are exposed to high humidity levels to evaluate their resistance to moisture and corrosion.
- Dust and Particle Testing: Hoists are subjected to dust and particle ingress tests to ensure they remain operational and maintain performance in dusty environments.
- Electrical Testing:
- Voltage and Power Testing: Electrical components and circuits are tested to verify their compliance with voltage and power requirements and ensure safe operation.
- Insulation Resistance Testing: Insulation materials and electrical connections are tested to ensure they meet safety standards and prevent electrical hazards.
- Noise and Vibration Testing:
- Noise Level Testing: Hoists are tested to measure the noise they generate during operation and ensure compliance with noise regulations and standards.
- Vibration Testing: Vibrational forces generated by the hoist are measured to assess their impact on performance, stability, and operator comfort.
- Quality Control Testing:
- Incoming Material Inspection: Raw materials and components used in hoist production are inspected to ensure they meet quality standards and specifications.
- In-process Testing: Hoists undergo various quality control checks during production to identify and rectify any defects or deviations from specifications.
- Final Inspection: Finished hoists undergo a final inspection to verify their compliance with performance, mini electric hoist safety, and quality standards before being released for sale.
By conducting these rigorous testing procedures, manufacturers ensure that China electrical hoists meet the required performance, safety, and reliability standards, providing users with dependable lifting solutions for a wide range of applications.
How resistant is the mini electric hoist to environmental factors like dust and moisture?
The resistance of a mini electric hoist to environmental factors like dust and moisture depends on several factors, including its design, construction materials, and protective measures implemented by the manufacturer. Here are some considerations regarding the resistance of mini electric hoists to dust and moisture:
- Enclosure Design: Mini electric hoists may feature sealed enclosures or housings that protect internal components from dust and moisture ingress. Sealed enclosures help prevent particles and water from entering sensitive areas of the hoist.
- IP Rating: The Ingress Protection (IP) rating indicates the level of protection provided by the hoist against dust and moisture. Hoists with higher IP ratings offer better resistance to environmental factors. For example, an IP65 rating indicates the hoist is dust-tight and protected against low-pressure water jets.
- Gaskets and Seals: Mini electric hoists may incorporate gaskets and seals at critical points of entry, such as cable entry points and seams, to prevent dust and moisture penetration. High-quality seals help maintain the integrity of the enclosure and protect internal components.
- Corrosion-Resistant Materials: The use of corrosion-resistant materials such as stainless steel or coated metals in the construction of the hoist enhances its resistance to moisture and prevents rusting, extending its lifespan in harsh environments.
- Powder Coating and Finishes: Mini electric hoists may undergo surface treatments such as powder coating or special finishes that provide an additional layer of protection against corrosion, moisture, small electric hoist with remote control and abrasion.
- Environmental Testing: Manufacturers may subject mini electric hoists to environmental testing to evaluate their resistance to dust and moisture. These tests simulate real-world conditions to ensure the hoist meets performance standards and reliability requirements.
- Installation Environment: Proper installation and placement of the hoist can also affect its resistance to dust and moisture. Installing the hoist in a clean, dry location away from direct exposure to water sources or airborne particles can help prolong its lifespan.
- Maintenance and Care: Regular maintenance, including cleaning and lubrication of the hoist components, can help preserve its resistance to dust and moisture over time. Promptly addressing any signs of damage or wear can prevent issues from developing due to environmental exposure.
Overall, the resistance of a mini electric hoist to dust and moisture is influenced by various factors, and manufacturers may implement multiple measures to enhance protection and ensure reliable performance in challenging environmental conditions. Users should refer to the hoist’s specifications and recommendations provided by the manufacturer to determine its suitability for specific applications and environments.

What innovations does the electric hoist incorporate to enhance performance?
Electric hoists have seen numerous innovations that enhance their performance, safety, efficiency, and user experience. Here are some of the key innovations:
- Variable Frequency Drives (VFD): These allow for adjustable lifting speeds, providing smoother operation and precise control over load positioning.
- Smart Load Sensing: Advanced sensors can detect overloads and automatically adjust the hoist’s operation to prevent damage and ensure safety.
- Wireless Remote Controls: Modern electric hoists often come with wireless remote controls, allowing operators to control the hoist from a safe distance.
- Digital Load Display: Some hoists feature a digital readout that displays the weight of the load being lifted, helping operators avoid overloading.
- Integrated Safety Features: Innovations like automatic braking systems, emergency stop buttons, and anti-drop mechanisms enhance safety.
- Energy Efficiency: Newer hoist models are designed to be more energy-efficient, using advanced motors and regenerative braking systems that reduce power consumption.
- Compact and Lightweight Designs: Advances in materials and engineering have led to more compact and lightweight hoist designs, making them easier to install and handle.
- Corrosion-Resistant Materials: Use of high-grade, corrosion-resistant materials like stainless steel and specialized coatings to extend the lifespan of the hoist in harsh environments.
- Automatic Stop and Start: Features that allow the hoist to automatically stop at predefined points and start smoothly, reducing wear and improving safety.
- Advanced Diagnostics and Monitoring: Built-in systems that provide real-time monitoring and diagnostics, alerting operators to maintenance needs or potential issues.
- Noise Reduction Technology: Innovations aimed at reducing the operational noise of the hoist, improving the work environment.
- Heat Dissipation Systems: Enhanced cooling systems that prevent the motor and other components from overheating during prolonged use.
- Programmable Logic Controllers (PLCs): Use of PLCs for better control, Professional Electric Hoist automation, and integration with other industrial systems.
- Improved Braking Systems: Development of more efficient and reliable braking systems that provide better control and safety during lifting operations.
- Dual Speed Operation: Ability to switch between different lifting speeds for different types of operations, providing more versatility.
- Modular Design: A modular approach that allows for easier upgrades and maintenance by replacing specific parts rather than the entire hoist.
- Enhanced User Interfaces: User-friendly interfaces with touch screens and intuitive controls for easier operation and training.
- IoT Connectivity: Integration with the Internet of Things (IoT) for remote monitoring, control, and data collection, improving overall operational efficiency.
- Battery Backup Systems: Inclusion of battery backup systems to ensure continued operation during power outages.
- Automatic Slack Chain Detection: Systems that detect slack in the lifting chain and stop the hoist to prevent damage and ensure safe operation.
- Precision Gear Systems: Use of high-precision gears that provide smoother and more reliable operation.
- Enhanced Lubrication Systems: Automatic and improved lubrication systems that ensure optimal performance and reduce maintenance needs.
- Ergonomic Design: Improved ergonomics for easier handling and reduced operator fatigue.
- Anti-Sway Technology: Systems that minimize the sway of the load, ensuring more precise positioning and enhanced safety.
- Multi-Point Lifting Systems: Capability to synchronize multiple hoists for lifting large or complex loads safely and efficiently.
These innovations collectively enhance the performance, reliability, and safety of electric hoists, making them more effective tools for various lifting and material handling applications.
How does the Manual Hoist handle overload situations?
Manual hoists handle overload situations through a combination of design features and safety mechanisms aimed at preventing damage to the hoist and ensuring operator safety.
Here are some of the ways manual hoists manage overload situations:
- Overload Protection Mechanisms:
- Mechanical Overload Protection: Many manual hoists are equipped with mechanical overload protection devices. These devices are designed to slip or engage a safety mechanism when the load exceeds the hoist’s rated capacity, preventing further lifting.
- Load Limiters: Some hoists have built-in load limiters that disengage the lifting mechanism if an overload is detected, ensuring the hoist cannot lift beyond its safe capacity.
- Robust Construction:
- High-Strength Materials: Manual hoists are constructed from high-strength materials such as hardened steel to withstand heavy loads and prevent failure during overload conditions.
- Reinforced Gearing: The internal gearing of manual hoists is designed to handle high stress,Manual Hoist manufacturer ensuring that the hoist remains operational even when subjected to heavy loads.
- Pre-Use Inspections:
- Regular Inspections: Operators are encouraged to perform regular inspections of the hoist before use. This includes checking for signs of wear and tear, ensuring that all parts are in good condition, and verifying that the hoist operates smoothly.
- Safety Labels and Warnings:
- Clear Markings: Manual hoists typically feature clear labels indicating their maximum load capacity. These markings serve as a constant reminder to operators to stay within safe loading limits.
- Instruction Manuals: Comprehensive instruction manuals provided with the hoist emphasize the importance of adhering to load limits and describe the consequences of overloading.
- Proper Training:
- Operator Training: Proper training for operators includes understanding the hoist’s load capacity, recognizing the signs of overload, and knowing how to respond to potential overload situations.
- Safe Lifting Practices: Training also covers safe lifting practices, such as distributing the load evenly, lifting smoothly, and avoiding sudden jerks that can cause overloads.
- Inspection and Maintenance:
- Routine Maintenance: Regular maintenance of the hoist ensures that all components are functioning correctly and that any potential issues are addressed before they lead to overload situations.
- Load Testing: Periodic load testing verifies that the hoist can handle its rated capacity safely and helps identify any weaknesses that could fail under an overload.
- User Awareness:
- Visual and Auditory Cues: Operators should be attentive to any unusual sounds or visual signs indicating that the hoist is struggling with the load, such as unusual creaking or deformation.
- Stop and Reassess: If an overload is suspected, operators should stop the lifting process and reassess the load, ensuring it is within the safe operating limits of the hoist.
By incorporating these features and practices, manual hoists effectively manage overload situations, ensuring the safety of both the equipment and the operators.

How do single disc wafer check valve contribute to overall system efficiency and performance?
Single disc wafer check valves contribute to overall system efficiency and performance in several ways:
- Prevention of Backflow: One of the primary functions of a single disc wafer check valve is to prevent backflow in piping systems. By allowing fluid to flow in one direction only and automatically closing to prevent reverse flow, these valves help maintain the integrity and efficiency of the system.
- Reduced Pressure Drop: Single disc wafer check valves are designed to minimize pressure drop across the valve when in the fully open position. This ensures that the system operates with minimal resistance to fluid flow, optimizing energy efficiency and reducing operating costs.
- Compact Design: The wafer-style design of these check valves allows them to be installed between flanges in a compact manner, saving space and reducing installation costs. Their lightweight construction also makes them easier to handle and install compared to bulkier valve types.
- Versatility: Single disc wafer check valves are suitable for use in a wide range of applications and industries, including water treatment, HVAC systems, chemical processing, and wastewater treatment. Their versatility makes them a practical choice for various fluid control applications.
- Low Maintenance Requirements: These check valves have few moving parts and are relatively simple in design, resulting in low maintenance requirements. Routine inspections and occasional cleaning are usually sufficient to ensure continued performance and reliability.
- Quick Response Time: Single disc wafer check valves have a rapid response time, meaning they can open and close quickly in response to changes in flow conditions. This helps prevent water hammer and other hydraulic shocks, reducing the risk of damage to the system and prolonging the lifespan of equipment.
- Corrosion Resistance: Many single disc wafer check valves are constructed from corrosion-resistant materials such as stainless steel, ductile iron, or PVC. This ensures long-term durability and reliability, even in corrosive environments, and minimizes the risk of valve failure due to corrosion.
- Cost-Effectiveness: Single disc wafer check valves are typically more affordable than other types of check valves, making them a cost-effective choice for fluid control applications. Their simple design, ease of installation, and low maintenance requirements also contribute to their overall cost-effectiveness.
Overall, single disc wafer check valves contribute to overall system efficiency and performance by preventing backflow, reducing pressure drop, offering a compact design, providing versatility, requiring low maintenance, offering quick response time, providing corrosion resistance, and being cost-effective. These features make them a valuable component in fluid control systems across various industries.

What factors influence the selection of FEP Tubing over seamless tubing?
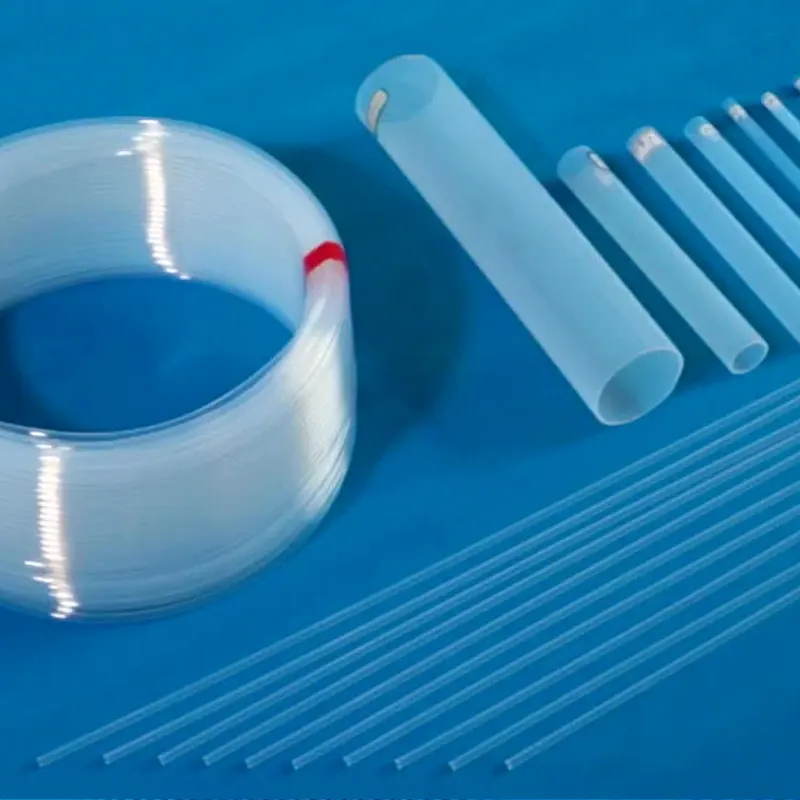
The selection of FEP (Fluorinated Ethylene Propylene) tubing over seamless tubing can be influenced by several factors, including:
- Chemical Resistance: FEP tubing offers excellent chemical resistance to a wide range of corrosive chemicals, solvents, and acids. This makes it suitable for applications where exposure to harsh chemicals is a concern. Seamless tubing may not offer the same level of chemical resistance, particularly if made from materials like metals or non-fluorinated polymers.
- Temperature Resistance: FEP tubing has a high operating temperature range, typically from -70°C to 200°C (-94°F to 392°F), making it suitable for use in both low and high-temperature environments. Seamless tubing materials may have lower temperature resistance limits, restricting their use in extreme temperature conditions.
- Non-Stick Properties: FEP tubing has excellent non-stick properties, which reduce the buildup of residue or contaminants on the inner surface of the tubing. This property is advantageous in applications where cleanliness and purity are critical, such as in pharmaceutical, food processing, and semiconductor industries. Seamless tubing may be more prone to fouling or contamination due to its surface properties.
- Flexibility: FEP tubing is highly flexible and can be easily manipulated or bent without kinking or collapsing. This flexibility allows for easy installation in tight spaces or complex routing paths. Seamless tubing may be less flexible and may require additional fittings or connectors to achieve desired configurations.
- Transparency: FEP tubing is transparent, allowing for visual inspection of fluid flow or contents. China FEP Tubing suppliers This transparency is beneficial in applications where monitoring or visualization of processes is necessary. Seamless tubing materials may not offer the same level of transparency, making it challenging to observe flow or detect any issues.
- Electrical Insulation: FEP tubing exhibits excellent electrical insulation properties, making it suitable for use in electrical and electronic applications where insulation and protection of wires or components are required. Seamless tubing materials may not provide the same level of electrical insulation.
- FDA Compliance: FEP tubing is often FDA (Food and Drug Administration) compliant for use in food and beverage applications where regulatory compliance is essential. Seamless tubing may not meet the necessary regulatory requirements for food contact applications.
- Cost: The cost of FEP tubing may vary depending on factors such as diameter, wall thickness, and length. In some cases, FEP tubing may be more cost-effective than seamless tubing materials, especially when considering factors such as chemical resistance, temperature range, and performance characteristics.
Overall, the selection of FEP tubing over seamless tubing depends on specific application requirements, such as chemical resistance, temperature range, flexibility, transparency, electrical insulation, regulatory compliance, and cost considerations. FEP tubing is preferred in applications where these properties are critical for optimal performance and reliability.
How does the customization potential of extruded tubing benefit OEM manufacturers?
The customization potential of extruded tubing offers several benefits to Original Equipment Manufacturers (OEMs):
- Tailored Design: Extruded tubing can be customized to meet the specific design requirements of OEMs. Manufacturers can adjust parameters such as dimensions, shapes, profiles, and wall thicknesses to fit the exact specifications of the intended application.
- Product Differentiation: Customized extruded tubing allows OEMs to differentiate their products from competitors in the market. By offering unique tubing solutions that meet the specific needs of their customers, OEMs can gain a competitive edge and enhance brand recognition.
- Integration with Existing Systems: OEMs often require tubing components that seamlessly integrate with their existing systems or assemblies. Customized extruded tubing can be designed to fit precisely within the overall system architecture, ensuring compatibility and optimal performance.
- Enhanced Functionality: Customized extruded tubing can be engineered with additional features or properties to enhance functionality. This may include incorporating reinforcements, special coatings, or additives to improve performance in specific environments or applications.
- Cost Efficiency: While customization may initially involve higher design and tooling costs, it can lead to cost savings in the long run by optimizing the tubing design for efficiency and performance. Customized extruded tubing minimizes material waste and reduces the need for secondary processing or modifications.
- Streamlined Production: Customized extruded tubing can be manufactured in high volumes with consistent quality, leading to efficient production processes for OEMs. Once the design and tooling are established, China Extruded Tubing suppliers the extrusion process can produce large quantities of customized tubing with minimal setup time.
- Rapid Prototyping: Extrusion technology enables rapid prototyping of custom tubing designs, allowing OEMs to quickly iterate and test different concepts before full-scale production. This accelerates the development timeline and facilitates faster time-to-market for new products or applications.
- Responsive Manufacturing: Extrusion facilities equipped with versatile equipment and experienced personnel can respond quickly to OEMs’ changing needs and production requirements. Customized tubing orders can be fulfilled promptly to meet tight deadlines or accommodate fluctuations in demand.
Overall, the customization potential of extruded tubing empowers OEM manufacturers to create tailored solutions that meet the exact specifications, performance criteria, and aesthetic preferences of their customers. This flexibility enhances product differentiation, integration, functionality, cost efficiency, production efficiency, prototyping capabilities, and responsiveness, ultimately driving value and competitiveness in the marketplace.

What are the limitations of manual butterfly valve in terms of pressure and temperature?
Manual butterfly valves have certain limitations in terms of pressure and temperature that should be considered when selecting and operating these valves in industrial applications.
Here are some of the key limitations:
- Pressure Rating: Manual butterfly valves typically have lower pressure ratings compared to other types of valves, such as gate valves or ball valves. While they can handle moderate to high pressures depending on their design and construction, they may not be suitable for extremely high-pressure applications. The pressure rating of a manual butterfly valve is usually specified by the manufacturer and should be selected based on the maximum pressure expected in the system.
- Temperature Range: Manual butterfly valves are limited in their ability to handle extreme temperatures, particularly at the extremes of the temperature range. The materials used in the construction of the valve, including the body, disc, seat, and seals, may have temperature limitations that restrict their use in very high or very low temperature environments. Extreme temperatures can affect the integrity of the materials, leading to deformation, degradation, or failure of the valve components.
- Material Compatibility: The materials used in manual butterfly valves may not be compatible with certain process fluids or environments. For example, certain chemicals, acids, or abrasive substances may corrode or erode the valve materials over time, compromising their performance and integrity. It’s essential to select materials that are compatible with the specific application conditions to ensure the longevity and reliability of the valve.
- Sealing Integrity: Manual butterfly valves rely on resilient seals, such as elastomers or PTFE, to provide a tight seal against leakage when the valve is closed. However, these seals may be susceptible to degradation or damage under high temperatures or pressures, leading to leakage or loss of sealing integrity. Regular inspection and maintenance of the seals are necessary to ensure proper functioning of the valve.
- Flow Characteristics: Manual butterfly valves may have limitations in terms of flow characteristics, particularly in applications requiring precise control of flow rates or throttling. While butterfly valves offer good flow capacity and low pressure drop, they may not provide the same level of flow control as other types of valves, such as globe valves or control valves.
- Torque Requirements: Operating manual butterfly valves may require significant torque, especially for larger valve sizes or valves installed in high-pressure systems. This can make manual operation challenging, particularly in applications where frequent operation or precise control is required. Using gear operators or lever extensions can help reduce the manual effort required to operate the valve.
Overall, while manual butterfly valves offer advantages such as simplicity, reliability, and cost-effectiveness, they also have limitations in terms of pressure and temperature capabilities that should be carefully considered when selecting and using these valves in industrial applications. It’s essential to consult with valve manufacturers or engineers to ensure that the selected valve meets the specific requirements and operating conditions of the application.

What are the environmental impacts of manufacturing electric butterfly valve?
The environmental impacts of manufacturing electric butterfly valves can vary depending on factors such as the materials used, manufacturing processes, energy consumption, waste generation, and transportation.
Here are some potential environmental impacts associated with the manufacturing of electric butterfly valves:
- Resource Extraction: The extraction of raw materials, such as metals (e.g., stainless steel, carbon steel, aluminum) and plastics (e.g., polytetrafluoroethylene (PTFE), polyvinyl chloride (PVC)), for manufacturing electric butterfly valves can have significant environmental impacts. Mining and extraction activities can lead to habitat destruction, soil erosion, water pollution, and loss of biodiversity.
- Energy Consumption: The manufacturing processes involved in producing electric butterfly valves, including casting, machining, welding, and assembly, require significant energy input. This energy is often sourced from fossil fuels, leading to greenhouse gas emissions and contributing to climate change.
- Pollution: Manufacturing activities can result in air, water, and soil pollution through the release of pollutants such as volatile organic compounds (VOCs), heavy metals, and particulate matter. Pollution from manufacturing facilities can degrade air quality, contaminate water sources, and harm ecosystems and human health.
- Waste Generation: The manufacturing of electric butterfly valves generates various types of waste, including scrap metal, excess materials, wastewater, and packaging materials. Improper handling and disposal of waste can lead to environmental contamination and pollution of landfills, water bodies, and soil.
- Chemical Use: Chemicals and additives, such as lubricants, coatings, and cleaning agents, are often used in the manufacturing process of electric butterfly valves. Improper management of chemicals can result in spills, leaks, and releases to the environment, posing risks to human health and ecosystems.
- Transportation: The transportation of raw materials, components, and finished products to and from manufacturing facilities can contribute to air pollution, greenhouse gas emissions, and energy consumption. Long-distance transportation increases fuel usage and carbon emissions associated with shipping and logistics.
- Water Consumption: Manufacturing processes may require significant quantities of water for cooling, cleaning, and processing raw materials. Water consumption can strain local water resources, particularly in regions experiencing water scarcity or drought conditions.
- Hazardous Materials: Some components used in electric butterfly valves, such as electronics and circuitry, may contain hazardous materials such as lead, mercury, and brominated flame retardants. Improper handling or disposal of these materials can pose risks to human health and the environment.
To mitigate these environmental impacts, manufacturers can implement sustainable practices such as resource efficiency, energy conservation, pollution prevention, waste reduction, recycling, and use of environmentally friendly materials and processes. Certification programs, regulatory requirements, and industry standards may also help ensure that manufacturing activities minimize their environmental footprint and adhere to sustainable practices.

How is China Rubber tubing used in fluid sampling and analysis?
China rubber tubing, like other types of rubber tubing, is commonly used in fluid sampling and analysis applications due to its flexibility, durability, and chemical resistance.
Here’s how China rubber tubing is typically utilized in fluid sampling and analysis:
- Sample Collection: China rubber tubing is often used to connect sampling devices, such as syringes, pipettes, or sampling pumps, to the sample source. The flexibility of rubber tubing allows for easy maneuverability and precise sampling from various locations, including liquids, gases, and semi-solids.
- Transportation of Samples: After collection, the sampled fluids are transported through the rubber tubing to the analysis equipment or containers. The chemical resistance of rubber tubing ensures that the integrity of the samples is maintained during transit, preventing contamination or degradation of the samples.
- Connection to Analysis Equipment: Rubber tubing is used to connect the sample containers or analysis equipment to peripheral devices such as autosamplers, chromatography systems, spectrometers, or other analytical instruments. The tubing serves as a conduit for transferring samples to the analysis equipment for further processing and testing.
- Dilution and Mixing: Rubber tubing may be employed to dilute or mix samples with reagents or solvents during sample preparation or analysis. The tubing’s flexibility allows for precise control over the flow rate and volume of liquids, facilitating accurate dilution or mixing procedures.
- Fluid Transfer in Laboratory Processes: Rubber tubing is utilized in various laboratory processes, including titration, spectrophotometry, chromatography, and mass spectrometry. The tubing enables the safe and efficient transfer of fluids between different stages of the analysis process, ensuring reproducibility and reliability of results.
- Peristaltic Pump Applications: Rubber tubing is compatible with peristaltic pumps, which are commonly used in fluid sampling and analysis applications due to their precise fluid handling capabilities. The tubing is used as the pump’s fluid path, providing a seal between the pump mechanism and the sample, and allowing for accurate and repeatable pumping of fluids.
- Chemical Compatibility Testing: Rubber tubing is selected based on its compatibility with the specific chemicals and solvents present in the sampled fluids. China rubber tubing is known for its resistance to a wide range of chemicals, making it suitable for use with various types of samples and reagents encountered in fluid sampling and analysis.
- Disposable and Single-Use Applications: Rubber tubing is often used in disposable or single-use applications, particularly in situations where cross-contamination risk must be minimized or where frequent tubing replacement is necessary to prevent sample carryover between analyses.
Overall, China rubber tubing plays a critical role in fluid sampling and analysis by facilitating sample collection, transportation, connection to analysis equipment, dilution and mixing, fluid transfer in laboratory processes, peristaltic pump applications, chemical compatibility testing, and disposable/single-use applications. Its flexibility, durability, and chemical resistance make it a versatile and essential component in various analytical workflows.
How does China Rubber tubing contribute to medical device manufacturing?
China rubber tubing contributes significantly to medical device manufacturing in several ways:
- Biocompatibility: Rubber tubing used in medical device manufacturing must meet stringent biocompatibility standards to ensure it is safe for use in contact with the human body. China rubber tubing is often manufactured using medical-grade materials that have been tested and certified for biocompatibility, making it suitable for use in medical devices such as catheters, infusion sets, and blood collection systems.
- Flexible and Durable Construction: Rubber tubing is inherently flexible and can be molded or extruded into various shapes and sizes to meet the specific requirements of medical devices. Its flexibility allows for easy manipulation and positioning within the body, while its durable construction ensures reliable performance even under challenging conditions.
- Chemical Resistance: China rubber tubing is resistant to a wide range of chemicals and solvents, making it suitable for use in medical devices that come into contact with various bodily fluids, medications, and cleaning agents. Its chemical resistance helps maintain the integrity of the tubing and prevents degradation or leaching of harmful substances into the patient’s body.
- Sterilizability: Rubber tubing used in medical device manufacturing can be sterilized using various methods, including autoclaving, ethylene oxide (EtO) sterilization, gamma irradiation, or electron beam (E-beam) sterilization. China Rubber tubing suppliers This ensures that the tubing is free from microbial contamination and safe for use in sterile medical procedures.
- Fluid Transfer and Management: Rubber tubing is commonly used in medical devices for fluid transfer and management applications, including infusion pumps, drainage systems, and catheterization sets. Its flexibility and compatibility with fluidic systems allow for precise control over the flow rate, volume, and direction of fluids within the device.
- Sealing and Insulation: Rubber tubing is often used in medical devices to provide sealing and insulation against leaks, contamination, and electrical hazards. It can be integrated into device components such as seals, gaskets, connectors, and insulating sleeves to ensure proper functioning and patient safety.
- Customization and Integration: China rubber tubing can be customized to meet the specific design and performance requirements of medical devices. Manufacturers can collaborate with tubing suppliers to develop custom formulations, sizes, shapes, and features tailored to the needs of their device applications. Rubber tubing can also be seamlessly integrated into the overall design of medical devices, enhancing functionality and usability.
- Regulatory Compliance: Rubber tubing used in medical device manufacturing must comply with regulatory standards and requirements set forth by organizations such as the U.S. Food and Drug Administration (FDA), European Medicines Agency (EMA), and International Organization for Standardization (ISO). China rubber tubing manufacturers often adhere to these standards and provide documentation to demonstrate compliance, ensuring the safety and efficacy of medical devices.
Overall, China rubber tubing plays a crucial role in medical device manufacturing by providing biocompatible, flexible, durable, chemically resistant, sterilizable, fluid-transfer-compatible, sealable, customizable, and regulatory-compliant solutions for a wide range of medical device applications. Its versatility and reliability contribute to the development of innovative and high-quality medical devices that improve patient care and outcomes.
How does the ci butterfly valve perform under high-pressure conditions?
Cast iron (CI) butterfly valves can perform adequately under high-pressure conditions, but there are limitations and considerations to keep in mind:
- Pressure Rating: CI butterfly valves typically have lower pressure ratings compared to valves made from materials like ductile iron, carbon steel, or stainless steel. While they can handle moderate pressure levels commonly found in water and other non-corrosive fluid systems, they may not be suitable for extremely high-pressure applications.
- Material Strength: Cast iron has a lower tensile strength compared to other metals used in valve construction, which can limit the maximum pressure that a CI butterfly valve can withstand without deformation or failure. Exceeding the pressure rating of the valve can lead to structural damage or leakage.
- Design Considerations: The design of the valve, including the thickness of the valve body and the strength of the connection points (such as the stem and the valve seat), influences its ability to withstand high-pressure conditions. ci butterfly valve Proper design and engineering can enhance the valve’s pressure resistance.
- Sealing Integrity: Under high-pressure conditions, maintaining sealing integrity is crucial to prevent leakage and ensure proper valve operation. CI butterfly valves typically feature resilient seat materials (such as EPDM or Nitrile) that provide effective sealing against leakage, even at elevated pressures.
- Application Considerations: CI butterfly valves are commonly used in applications such as water distribution, HVAC systems, and general industrial processes where pressure levels are within their rated capacity. However, they may not be suitable for applications involving extremely high pressures or aggressive fluids that can accelerate corrosion and erosion of the valve components.
- Maintenance and Inspection: Regular maintenance and inspection are essential for ensuring the continued performance and integrity of CI butterfly valves under high-pressure conditions. Periodic checks for signs of wear, corrosion, or damage can help identify potential issues before they escalate into costly problems.
Overall, while CI butterfly valves can handle moderate pressure levels commonly encountered in many applications, it’s essential to consider their pressure rating, design limitations, and compatibility with the specific operating conditions to ensure safe and reliable performance under high-pressure conditions. In applications requiring higher pressure ratings, alternative valve materials with greater strength and pressure resistance may be more suitable.
How does the dual plates check valve perform in cleanroom environments?
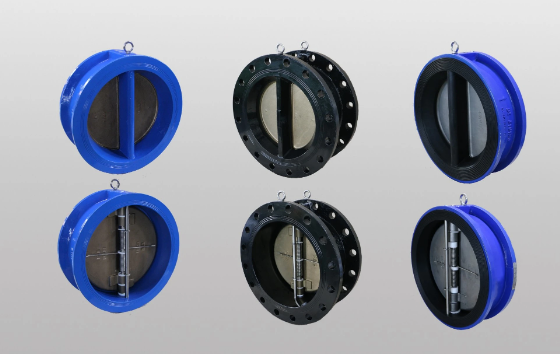
Here’s how dual plate check valves typically perform in cleanroom environments:
- Minimal Contamination Risk: Dual plate check valves have a compact design with fewer internal components compared to other types of check valves, reducing the risk of contamination in cleanroom environments. The absence of internal springs or moving parts further minimizes the potential for particulate generation.
- Sealing Integrity: Dual plate check valves provide effective sealing against reverse flow, preventing contamination from backflow. The dual plates close tightly against the valve body when flow reverses, ensuring a reliable seal and maintaining cleanliness within the system.
- Low Maintenance: Dual plate check valves are designed for low maintenance operation, with self-cleaning action during forward flow and minimal wear on internal components. This reduces the need for frequent maintenance interventions, minimizing the risk of introducing contaminants into the cleanroom environment.
- Material Compatibility: The materials used in the construction of dual plate check valves should be compatible with the requirements of cleanroom environments. For example, dual plates check valve valves intended for use in cleanrooms may be constructed from materials such as stainless steel or other non-corrosive alloys to minimize the risk of contamination from corrosion or degradation.
- Smooth Flow Path: Dual plate check valves typically feature a streamlined flow path, which helps minimize turbulence and reduce the risk of particle accumulation within the valve. Smooth internal surfaces facilitate easy cleaning and maintenance, further enhancing cleanliness in the system.
- Optional Features: Some dual plate check valves may offer optional features specifically designed for cleanroom applications, such as sanitary connections, polished surfaces, or special coatings to enhance cleanliness and facilitate cleaning procedures.
Overall, dual plate check valves can be suitable for use in cleanroom environments, particularly when constructed from materials and designed to meet the cleanliness requirements of the specific application. Proper installation, maintenance, and adherence to cleanroom protocols are essential to ensure optimal performance and cleanliness in cleanroom applications.
